品牌西门子
适用范围工业自动化
产地德国
系列全系列
结构形式模块式
可编程控制器的定义
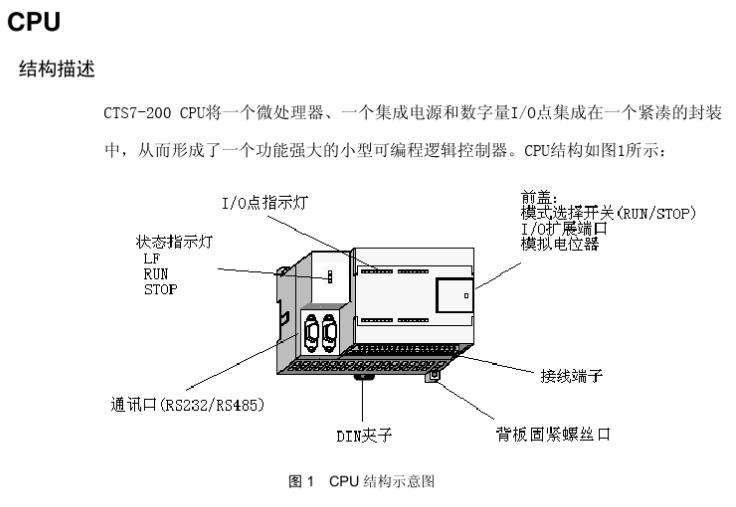
可编程控制器,简称PLC(Programmable logic Controller),是指以计算机技术为基础的新型工业控制装置。在1987年电工会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:
“PLC是一种为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。”
2. PLC的特点
2.1可靠性高,抗干扰能力强
高可靠性是电气控制设备的关键性能。PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了的抗干扰技术,具有很高的可靠性。例如三菱公司生产的F系列PLC平均无故障时间高达30万小时。一些使用冗余CPU的PLC的平均无故障工作时间则更长。从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低。此外,PLC带有硬件故障自我检测功能,出现故障时可及时发出警报信息。在应用软件中,应用者还可以编入器件的故障自诊断程序,使系统中除PLC以外的电路及设备也获得故障自诊断保护。这样,整个系统具有高的可靠性也就不奇怪了。
2.2配套齐全,功能完善,适用性强
PLC发展到今天,已经形成了大、中、小各种规模的系列化产品。可以用于各种规模的工业控制场合。除了逻辑处理功能以外,现代PLC大多具有完善的数据运算能力,可用于各种数字控制领域。近年来PLC的功能单元大量涌现,使PLC渗透到了位置控制、温度控制、CNC等各种工业控制中。加上PLC通信能力的增强及人机界面技术的发展,使用PLC组成各种控制系统变得非常容易。
2.3易学易用,深受工程技术人员欢迎
PLC作为通用工业控制计算机,是面向工矿企业的工控设备。它接口容易,编程语言易于为工程技术人员接受。梯形图语言的图形符号与表达方式和继电器电路图相当接近,只用PLC的少量开关量逻辑控制指令就可以方便地实现继电器电路的功能。为不熟悉电子电路、不懂计算机原理和汇编语言的人使用计算机从事工业控制打开了方便之门。
2.4系统的设计、建造工作量小,维护方便,容易改造
PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护也变得容易起来。更重要的是使同一设备经过改变程序改变生产过程成为可能。这很适合多品种、小批量的生产场合。
2.5体积小,重量轻,能耗低
以超小型PLC为例,新近出产的品种底部尺寸小于100mm,重量小于150g,功耗仅数瓦。由于体积小很容易装入机械内部,是实现机电一体化的理想控制设备
西门子PLC保养
一、 保养规程、设备定期测试、调整规定
(1) 每半年或季度检查PLC柜中接线端子的连接情况,若发现松动的地方及时重新坚固连接;
(2) 对柜中给主机供电的电源每月重新测量工作电压;
二、 设备定期清扫的规定
(1) 每六个月或季度对PLC进行清扫,切断给PLC供电的电源把电源机架、CPU主板及输入西门子输出板依次拆下,进行吹扫、清扫后再依次原位安装好,将全部连接恢复后送电并启动PLC主机。认真清扫PLC箱内卫生;
(2) 每三个月更换电源机架下方过滤网;
三、 检修前准备、检修规程
(1) 检修前准备好工具;
(2) 为**元件的功能不出故障及模板不损坏,必须用保护装置及认真作防静电准备工作;
(3) 检修前与调度和操作工联系好,需挂检修牌处挂好检修牌;
四、 设备拆装顺序及方法
(1) 停机检修,必须两个人以上监护操作;
(2) 把CPU前面板上的方式选择开关从“运行”转到“停”位置;
(3) 关闭PLC供电的总电源,然后关闭其它给模坂供电的电源;
(4) 把与电源架相连的电源线记清线号及连接位置后拆下,然后拆下电源机架与机柜相连的螺丝,电源机架就可拆下;
(5) CPU主板及I西门子0板可在旋转模板下方的螺丝后拆下;
(6) 安装时以相反顺序进行;
五、 检修工艺及技术要求
(1) 测量电压时,要用数字电压表或精度为1%的表测量
(2) 电源机架,CPU主板都只能在主电源切断时取下;
(3) 在RAM模块从CPU取下或插入CPU之前,要断开PC的电源,这样才能保证数据不混乱;
(4) 在取下RAM模块之前,检查一下模块电池是否正常工作,如果电池故障灯亮时取下模块PAM内容将丢失;
(5) 输入西门子输出板取下前也应先关掉总电源,但如果生产需要时I西门子0板也可在可编程控制器运行时取下,但CPU板上的QVZ(超时)灯亮;
(6) 拨插模板时,要格外小心,轻拿轻放,并运离产生静电的物品
桌面 CPU 创新
设计
S7-300 可以实现空间节省和模块式组态。除了模块,只需要一条 DIN 安装轨用于固定模块并把它们旋转到位。
这样就实现了坚固而且具有 EMC 兼容性的设计。
随用随建式的背板总线可以通过简单的插入附加的模块和总线连接器进行扩展。S7-300 系列丰富的产品既可以用于集中扩展,也可用于构建带有 ET 200M 的分布式结构;因此实现了经济的备件控制。
扩展选件
如果自动化任务需要超过 8 个模块,S7-300 的控制器 (CC) 可以使用扩展装置 (EU) 扩展。中心架上多可以有 32 个模块,每个扩展装置上多 8 个。接口模块 (IM) 可以同时处理各个机架之间的通讯。如果工厂覆盖范围很宽,CC/EU 还可以相互间隔较长距离安装(长 10m)。
在单层结构中,这可以实现 256 个 I/O 的大组态,在多层结构中多可以达到 1024 个 I/O。在带有 PROFIBUS DP 的分布式组态中,可以有 65536 个 I/O 连接(多 125 个站点,如通过 IM153 连接的 ET200M)

PROFINET 是自动化领域中的开放式、跨供应商工业以太网标准 (IEC 61158/61784)。
PROFINET 基于工业以太网,可实现现场设备(IO 设备)和控制器(IO 控制器)之间直接通信,能够用于运动控制应用的同步驱动控制解决方案。
PROFINET 基于符合 IEEE 802.3 标准的标准以太网技术,可将现场层的任何设备连接管理层。
这样,PROFINET 可实现系统范围内的通信、工厂范围内的工程组态,并将 Web 服务器或 FTP 等 IT 标准技术一直应用到现场层。可以方便地集成经过反复检验的现场总线系统(如 PROFIBUS 或 AS-Interface),*对现有设备进行任何改动。
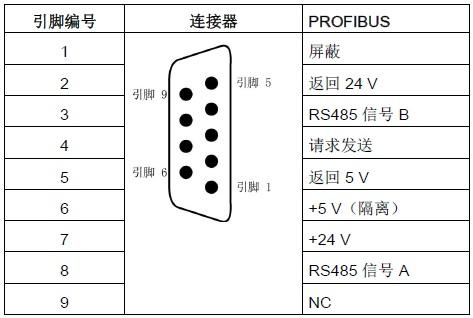
PROFIBUS
PROFIBUS 是工业现场级的标准 (IEC 61158/61784)。它是经认可的在加工制造和过程工业两种领域均可进行通讯的现场总线。
PROFIBUS 用于将现场设备(如分布式 I/O 设备或驱动器)连接到自动化系统(如 SIMATIC S7、SIMOTION、SINUMERIK 或 PC 机)。
PROFIBUS 是标准化的现场总线,符合 IEC 61158 规范,是功能强、开放式、坚固耐用、响应时间短的现场总线系统。PROFIBUS 有多种规格,可用于各种应用环境。
PROFIBUS DP(分布式 I/O)
PROFIBUS DP 用于连接分布式现场设备(如SIMATIC ET 200)或响应时间的驱动器。PROFIBUS DP 用在传感器/执行器分布在机器或厂房内的情况(如,现场级别)。
AS-Interface
AS-Interface 符合标准 (IEC 62026/EN 50295),可代替电缆束,只需一条双股线即可其经济可靠地将传感器和执行器连接起来。这条双股线还用于为各个工作站提供电力。这样,AS-Interface 就成为 PROFIBUS DP 或 PROFINET 现场总线的理想接口。
IO-bbbb
通过通信标准 IO-bbbb,可将传感器和分断装置智能连接到控制层。IO-bbbb 促进了控制柜和现场层中了所有部件的集成,实现直至终过程仪表的大集成度和无缝通信
信号模块通过CPU进行集中处理,或者通过分布式I/O进行处理,信号模块的特点如下所示:
1. 可靠性强
西门子PLC S7-1500系列的信号模块,电源线和信号线分开走线,具有增强抗电磁干扰的能力,其中模拟量模块集成有电缆屏蔽附件,为用户在使用时提供了方便和安全性**;
2. 安装便捷
西门子PLC S7-1500系列的信号模块为用户配置了统一标准的前连接器,使得用户在接线时简单方便,而且不需要额外进行采购连接器等附件。在模块上集成了短接片,大的方便了用户进行接线操作,同时模块上还附有电路图,用户可以参照电路图进行接线,减低了错误的发生;
3. 处理速度快
西门子PLC S7-1500系列的信号模块处理速度快,其中数字量输入模块,具有50μs短的输入延时,模拟量模块中的8通道转换时间非常快,达到125μs;
模拟量转换的相关设置
S7-1200(1214C)内部集成了2路模拟量信号输入通道,分别为通道0和通道1,也就是可以同时接收并处理两个传感器输入的模拟信号,对应的为IW和IW66(长度为一个字,16位),在TIA PROTAL中选中PLC的“常规”—“AI”标签项可以进行查看和设置。
浅谈西门子S7-1200PLC的模拟量转换,附实例演示
S7-1200PLC模拟量转换的工作原理
假设PLC的AI0口外接了一个温度传感器,传感器将测得的温度值转换为一个范围为0~10V的连续电压信号输入给PLC。模拟量经过PLC内部的A/D转换后被转换成了范围0~27648的数字量并存储在特定的寄存器中。具体的转换流程如下图所示。
浅谈西门子S7-1200PLC的模拟量转换,附实例演示
如何将模拟量输入转换的数字值还原成对应的物理量?
例:某个压力传感器的量程为0~0.1MPa,转换成对应的电压信号为0~5V,设转换后IW中的数值为N,尝试求以Pa为单位的压力值。
解:S7-1200PLC默认的模拟信号输入电压范围是0~10V,转换成数字信号的范围是0~27648,因为此压力传感器输出电压范围是0~5V,所以转换的数字信号范围是0~13824。压力传感器的测量压力范围是0~0.1MPa,由此可推导出公式,将电压值还原成以Pa为单位的压力值并将结果存储于寄存器MD30中。
电压转换成数字信号后存入IW的数值为N
浅谈西门子S7-1200PLC的模拟量转换,附实例演示
在博途软件中编写对应的PLC程序如下:
在编写梯形图程序时有以下两点需要特别注意:
1)因为PLC执行除法指令时会丢掉余数而只保留商值,这样会影响计算的精度,所以在编写梯形图程
序计算压力值时要注意先乘后除。
2)IW中的数据类型为整型(INT),该值乘以100000后其结果会超出int的范围,所以必须先应用CONV指令将数据类型转换为DInt
SITOP 电源:35mm 标准导轨安装SITOP电源,可提供标准24V从0.5A到40A 单模块输出,,同时可通过并联扩容系统容量,与附加模块组合成安全可靠,智能化电源系统。同时也提供48V 直流输出产品,提供更丰富的应用。
SIMATIC 设计电源:S7 标准导轨安装SIMATIC 电源(PS307 电源),DIN 标准导轨S7-200、S7-1200 和SIMATIC ET 200pro 系导轨电源,可提供标准24VDC,2-8A 单模块输出,也可同时可通过并联扩容系统容量,与附加模块组合成安全可靠,智能化电源系统
LOGO! 电源:35mm 标准导轨安装小巧的LOGO!电源,小巧的LOGO! 电源,提供丰富的直流输出电压,5V,12V, 15V, 24V 可选。模块化的微型设计,节省了用户的设计空间。
SIYOUNG 电源:螺钉安装的SIYOUNG电源,标准24V直流输出,提供2.5A、4A、 6A、12A 功率输出,紧凑的金属外壳设计和人性化的接线方式设计。
使用SINAMICS DC MASTER 系列丰富的产品,所需的培训时间更少、成本更低、产品使用了数量的相同部件。
标准和无缝系列的SINAMICS DC MASTER 装置可以处理宽范围的电流和电压。该系列设备设计用于连接三相线路供电。此外,该设备还可以连接定直流 125A 的单相线路供电。
功能和性能方面具有灵活的扩展能力。
产品丰富,有许多选件可以让直流转换器化的满足客户需求 - 无论是在技术上还是经济上。不同的客户需求,包括接口的类型和数量以及计算性能和速度都可以通过选择标准 CUD、 CUD 或者组合使用来准确满足。
由于能够快速简单的更换组件,提高了工厂和系统的可用性。
可更换组件的设计使它们能够实现快速简单的更换。可以随时检查现有的备件,设备的序列号。
使用带有图形化 LCD 和纯文本显示屏的 AOP30 操作面板上的交互菜单可以方便的进行调试和参数化,还可以使用STARTER 调试工具进行获得 PC 支持(见“工具和工程设计”)
在完整的生产过程中,所有组件都会受到全面的测试和检测。这就确保了高度的功能安全性
使用如标准的 PROFIBUS 通讯接口和各种模拟和数字接口,可将它们轻松集成到自动化解决方案中;
SINAMICS DC MASTER 控制模块主要用于更新现有工厂和系统中的直流驱动器。在直流技术方面,有许多旧式的工厂和系统不能连接到现代化的自动化系统上
当这类工厂和系统需要更新或升级时,电机、机械系统和电源部分都可以保留,只需要用控制模块更换闭环控制部分。这样一来,就可以获得价格其有利的直流驱动器并配有功能全面、成熟的全数字 SINAMICS DC MASTER 系列装置
新系统可以使用简单的参数化适应现有组件的组态
SINAMICS DC MASTER 控制模块包含用于励磁供电的电源部分,额定电流 40A
SIMATIC S7-300
(通过带 PROFIBUS DP 接口的 CPU 或 PROFIBUS DP CP)
SIMATIC S7-400
(通过带 PROFIBUS DP 接口的 CPU 或 PROFIBUS DP CP)
SIMATIC C7
(通过带 PROFIBUS DP 接口的 C7 或 PROFIBUS DP CP)
SIMATIC S5-115U/H、S5-135U 和 S5-155U/H,带IM 308
SIMATIC 505
出于性能原因,每条线路上连接的主站不得超过 2 个
以下设备可作为从站连接:
ET 200 分布式 I/O 设备
S7-300,通过 CP 342-5
CPU 313C-2 DP, CPU 314C-2 DP, CPU 314C-2 PN/DP, CPU 315-2 DP, CPU 315-2 PN/DP, CPU 317-2 DP, CPU 317-2 PN/DP and CPU 319-3 PN/DP
当 PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
(1)输入采样阶段
在输入采样阶段, PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
(2)用户程序执行阶段
在用户程序执行阶段, PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的功能指令。即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
(1)输出刷新阶段
当扫描用户程序结束后, PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。
http://zhangqueena.b2b168.com

























