- 浔之漫智控技术(上海)有限公司
- 服务热线:
15221406036



产品描述
西门子PLC模块6ES7531-7NF00-0AB0
SIMATIC S7-1500, 模拟输入模块 模拟输入 8xU/I 高速型, 16 位分辨率 , 精度 0.3% 8 通道,分成组,每组 8, 共模电压 10V; 诊断;流程警报 8 通道以 0.0625ms 过采样 包括馈电元素, 屏蔽支架和屏蔽端子: 前连接器(螺钉端子 或嵌入式)单独订购
(2)控制画面的设计 该种画面主要用来控制被控设备的启停及显示变频器内部的参数,也可将变频器参数的设定做在其中。该种画面的数量在触摸屏画面中占的多,其具体画面数量由实际被控设备决定。 (3)参数设置页面的设计 该画面主要是对变频器的内部参数进行设定,同时还应显示参数设定完成的情况,实际制做时还应考虑加密的问题。 (4)实时趋势页面的设计 该画面住要是以曲线记录的形式来显示被控值、变频器的主要工作参数(如输出频率)等的实时状态。
(1) PLC选用SIEMENS公司的S7-200系列:由CPU224XP、DIDO模块、AIAO模块组成。PLC作为控制单元,是整个系统的控制核心。其主要的作用要体现以下几方面:
① 完成对系统各种数据的采集以及数字量与模拟量的相互转换。
② 完成对整个系统的逻辑控制及PID调节的运算。
③ 向触摸屏提供所及处理的数据,并执行触摸屏发出的各种指令。
④ 将PID运算的数据转换成模拟信号,作为调节变频器的输出频率的控制信号。
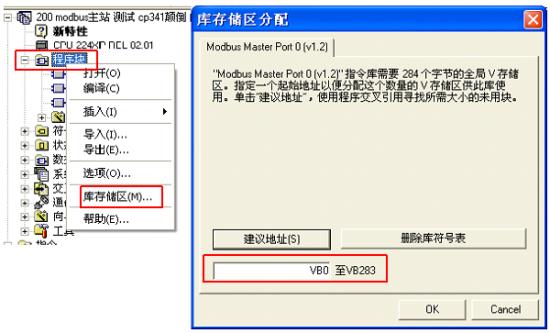
⑤ 通过通信电缆及USS4协议完成对变频器内部参数读写及控制。
(2) 触摸屏采用SIEMENS公司MP370: 其主要作用如下
① 可实时显示设备和系统的运行状态。
② 通过触摸向PLC发出指令和数据,再通过PLC完成对系统或设备的控制。
③ 可做成多幅多种控画面,替代了传统的电气操作盘及显示记录仪表等,且功能更加强大。
(3) 变频器:采用SIEMENS公司440系列,通过USS4协议可由触摸屏通过PLC设置其内部的部分参数,根据PLC发送过来的数据(模拟量)值调节水泵或风机的转速,并将其内部运行参数反馈到PLC。
(4) 压力、温度等传感器:将被控制系统(水系统或风系统)的实际参数值转变成电信号上传至PLC。
(5) 电气元件:给PLC、触摸屏、变频器及传感器等供电,完成各种操作及驱动等。
1概述
WinCC 的函数趋势控件提供给用户自定义XY轴曲线的功能,可以灵活方便地满足客户的某些需求。在本文所提到的示例中,函数趋势控件的数据连接方式的提供者均选择“无”,这意味着绘制曲线所需的数据不是直接来自在线变量、归档变量或用户归档,而是在这些数据的基础上进行统计计算或从数据库读取得来的。本文只介绍如何根据这些得到的数据,在函数趋势控件上绘制自定义XY轴的曲线,关于如何获取数据或进行统计计算等,可以使用连通性软件包等方法并利用脚本实现。本文针对不同的需求,介绍了相应的实现方法。
2自定义 XY 轴的多功能曲线的实现方法
2.1 如何利用由统计计算得到的XY数据绘制曲线
假如某材料在反应容器中进行化学反应的过程中,每隔1秒钟记录反应容器中的温度和压力,然后针对1小时内的数据进行统计分析。假设其温度变化的范围为T1至T2,压力范围为P1至P2,将温度T1至T2分为10段温度,分别计算每段温度范围内的平均温度和平均压力,这样就得到10组平均温度和平均压力对应的XY数据,然后将这些数据绘制在函数趋势控件上。
假设这些成对的XY值已经存储在两个数组中,下面介绍如何将这些数据插入并显示在函数趋势控件上,实现步骤如下:
1. 首先,从“对象选项板 “中的“控件”页中,将“WinCC Function Trend Control”托拽到画面上,将控件名称设置为“TrendYX1”。
2. 在画面上放置一个按钮,在按钮事件的鼠标动作(OnClick)中添加脚本,下面分别使用C脚本和VBS脚本实现。
3. 使用C脚本实现的方法简单介绍如下:
1)设置函数趋势控件的属性。例如,设置XY坐标轴的显示范围等。
2)删除函数趋势控件上已有的曲线。
3)然后使用For循环,依次将两个数组的值分别赋给函数趋势控件的“DataX”和“DataY”属性,并将控件的“InsertData”方法设置为“TRUE”即可。
使用C脚本的实现代码(注意,以下代码在WinCC 6.2 SP2版本上测试)
PLC具有稳定可靠、价格便宜、功能齐全、应用灵活方便、操作维护方便的优点,这是它能持久的占有市场的根本原因。随着工业自动化水平的不断提升,PLC所占据的地位可以说功不可没,虽然PLC是专为工业应用而设计,硬件设计有较高的安全性和稳定性,但是不乏一些自然原因和人为因素导致PLC损坏,不能正常使用
S7-300/400PLC通过PROFINET IO或PROFIBUS DP周期性通讯方式将控制字1(CTW1)和主设定值(NSETP_B)发送至驱动器。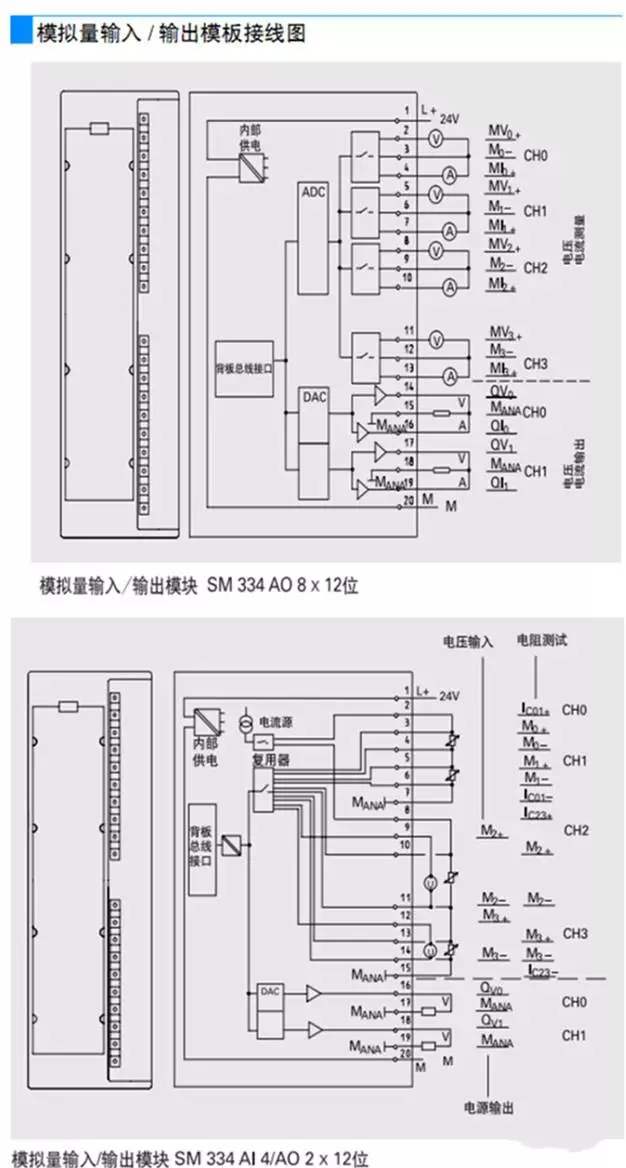

产品推荐


















