- 浔之漫智控技术(上海)有限公司
- 服务热线:
15221406036



产品描述
6ES7212-1HE40-0XB0西门子可编程控制器
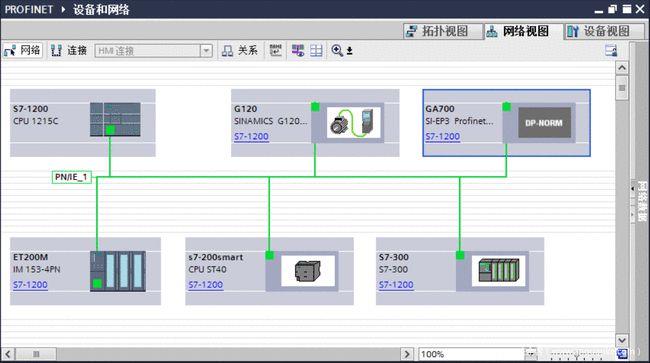
具有不同的通信接口:
连接 AS-Interface、PROFIBUS 和 PROFINET/工业以太网总线的通信处理器。 用于点到点
连接的通信处理器 多点接口 (MPI), 集成在 CPU 中;是一种经济有效的方案,可以同时连接编程器
/PC、人机界面和其它的 SIMATIC S7/C7自动化。
(1) 每半年或季度检查PLC柜中接线端子的连接情况,若发现松动的地方及时重新坚固连接;
(2) 对柜中给主机供电的电源每月重新测量工作电压;
TIA Portal V13与S7-1200的软件配置
(1)使用博途V13组态S7-1200并编写程序,编写完成之后编译并下载
(2)PLC与组态王通过以太网的方式通信的设置:
1、确认计算机中安装有以太网卡,并与PLC 连接到同一网络中(直接通过网线直连)。
2、通过Step7编程软件为通信模块(CP443-1)设定IP地址和子网掩码,并下传到PLC中如IP地址(192.168.0.1)、子网掩码(255.255.255.0)。
3、为计算机设定IP地址和子网掩码,如IP地址(192.168.0.110)、子网掩码(255.255.255.0)。
4、使用ping 命令,保证能ping 到PLC 站。
(3)PG/PC 接口配置,通信测试,以检查运行组态王的计算机是否和PLC正常通信
(4)测试正常之后,即可在组态王开发项目
只需要扩展一个机架,可以使用价格便宜的IM 365接口模块对。数字量模块:从0号机架的4号槽开始,每个槽位分配4个字节的地址,32个I/O点。模拟量模块:一个通道占一个字地址。从I B256开始,给每一个模拟量模块分配8个字。1.模块诊断功能可以诊断出以下故障:失压,熔断器熔断,故障,EPROM、RAM故障。模拟量模块共模故障、组态/参数错误、断线、上下溢出。2.过程中断数字量输入信号上升沿、下降沿中断,模拟量输入**限,CPU暂停当前程序,处理OB40。3.状态与故障显示LEDSF(系统出错/故障显示,红色):CPU硬件故障或软件错误时亮。BATF(电池故障,红色):电池电压低或没有电池时亮。DC 5V(+5V电源指示,绿色): 5V电源正常时亮。FRCE(强制,黄色):至少有一个I/O被强制时亮。RUN(运行方式,绿色):CPU处于RUN状态时亮;重新启动时以2 Hz的频率闪亮; HOLD(单步、断点)状态时以0.5Hz的频率闪亮。STOP(停止方式,黄色):CPU处于STOP,HOLD状态或重新启动时常亮。BUSF(总线错误,红色)。
4.模式选择开关
(1)RUN-P(运行-编程)位置:运行时还可以读出和修改用户程序,改变运行方式。
(2)RUN (运行)位置:CPU执行、读出用户程序,但是不能修改用户程序。
(3)STOP(停止)位置:不执行用户程序,可以读出和修改用户程序。
(4)MRES(清除存储器):不能保持。将钥匙开关从STOP状态搬到MRES位置,可复位存储器,使CPU回到初始状态。
复位存储器操作:通电后从STOP位置扳到MRES位置,“STOP”LED熄灭1s,亮1s,再熄灭1s后保持亮。放开开关,使它回到STOP位置,然后又回到MRES,“STOP”LED以2Hz的频率至少闪动3s,表示正在执行复位,*“STOP”LED一直亮。
某些CPU模块上有集成I/O。
PLC使用的物理存储器:RAM,ROM,快闪存储器(Flash EPROM)和EEPROM。
西门子PLC功能特点:
一、散装机的组成结构
SZ系列固定式水泥散装机是由进料接头、伸缩下料套管散装头、下料锥斗、卷扬装置(包括松绳开关装置、料满控制器)、收尘、除尘、卸料阀、气源阀、闸门等零部件组成。散装机既可安装在库底也可安装在库侧同相应的卸料装置配套使用。库侧散装机使用时配备空气输送斜槽(高压离心风机),库底散装机使用时配备短斜槽输送部分(含压离心风机),以适应工艺布置的需要。
二、 散装机的原理及流程
水泥罐车抵达位置后,按控制装置上的“下降”按钮使散装头下降到罐车入料口进入装料状态。按“装车”钮进行装车。此时高压离心风机工作,使物料在打开卸料电磁阀后能输送斜槽;同时气源电磁阀打开,接通气源;收尘风机同时启动,收尘电磁阀开启驱使气缸推动外壳内翻板并使翻板处于导通状态,此时除尘电磁阀处于关闭状态,储气罐储存气体,收尘进入工作状态;同时料位风机和活化灰风机打开。0.5秒后卸料电磁阀开启,驱使气缸控制卸料阀门打开进行装料。装载容器内的含尘气体通过伸缩套管中的夹层通道由收尘接口抽到配套的收尘器中,使含尘气体吸附到布袋上,工作现场可实现无尘作业。当物料装到预先调定的高度或容器已经装满时,装载容器内的物料会堵住散装头下方的风管接头,产生料满并自动关闭卸料电磁阀停止装料。卸料电磁阀关闭1分钟后活化灰风闭,再过30秒后收尘风闭,收尘电磁阀关闭,此时外壳内翻板处于关闭状态,除尘电磁阀打开清灰2~3分钟左右自动停止,料位风机和高压离心风机停止,气源停止按“上升”钮使散装头上升至预定位置。灌装结束。
三、西门子PLC控制的优点
目前国内水泥散装机的电控部分大都是以大量的时间继电器和中间继电器组成的实序逻辑控制电路来控制各个阀门、电机的启停时间和顺序,在整个工作流程中各元器件很,尤其是时间继电器在现场比较恶劣的条件下更是容易损坏,故障率高。经常造成装车工作中断,了工作效率。而采用西门子PLC控制则大大避免了上述问题。西门子PLC控制与继电器控制相比有如下优点:
(1)控制
继电器的控制是采用硬件接线实现的,利用继电器机械触点的串联或并联及延时继电器的滞后等组合形成控制逻辑,只能完成既定的逻辑控制。 而西门子PLC采用存储逻辑,其控制逻辑是以程序存储在内存中,要改变控制逻辑,只需改变程序即可,方便快捷。
(2)控制速度
继电器控制逻辑是依靠触点的机械实现控制,工作低,毫秒级,机械触点有抖动现象。西门子PLC是由程序指令控制半导体电路来实现控制,速度快,微秒级,严格同步,无抖动。
(3)延时控制
继电器控制是靠时间继电器的滞后实现延时控制,而时间继电器定时精度不高,受影响大。 西门子PLC用半导体集成电路作定时器,时钟脉冲由晶体振荡器产生,精度高,时间方便,不受影响。
(4)上传数据
四、现在水泥厂的自动化程度越来越高,对设备DCS的要求也越来越高,因此在电气方面我们要实现如下功能:
⑴能自动实现从开启除尘器设备到水泥罐车装满的全。
⑵运行中,能将各设备的运行反馈到中控室。
⑶中控室接到备妥后可以实现远程启、停设备。
⑷停车状态下,提供设备的备妥。
⑸运行中若出现故障,可向中控室提供故障。
⑹实时监控水泥罐车内水泥的多少。
五、 西门子PLC控制的具体实现
基于以上几点,我们选用奥越信公司生产的OYES-200可编程序控制器作为控制核心,通过对其编程实现各设备的运行。硬件组成
主要构成如下:奥越信 OYES-200系列CPU一台、数字量扩展模块EM223一台、模拟量扩展模块EM231一台,我们将各个电机和阀门的状态及控制接入西门子PLC,由西门子PLC对这些设备进行控制;EM231可接收罐车重量4-20mA电流。我们也可以将这些通过EM277模块按照 PROFIBUS-DP协议将连接到全厂PROFIBUS-DP总线上,将升级为一个PROFIBUS-DP从站,实现中控室对散装车间的控制
产品推荐


















