- 浔之漫智控技术(上海)有限公司
- 服务热线:
15221406036




产品描述
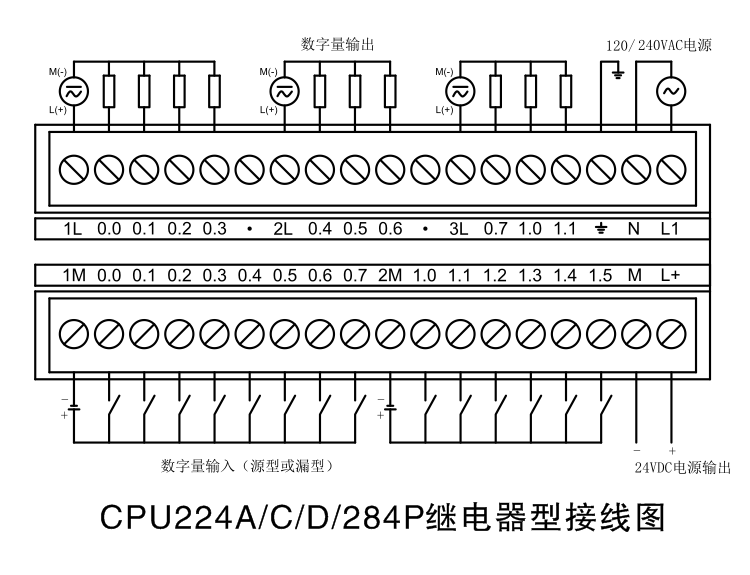
西门子模块6ES7221-1BF22-0XA8现货充足
PLC控制对象的控制要求多种多样,但是,大多数动作都可以分解为若干基本动作(基本程序功能)的组合。因此,作为PLC编程人员,通过日常积累,熟练掌握多种、基本、常用动作的程序编制方法,是提高编程效率与程序可靠性的有效措施。以下是为几种常用的基本动作而设计的典型程序,可供电气自动化技术网的网友参考。
1.恒“1”与恒“O”信号的生成
在PLC程序设计时(特别是对功能模块进行编程时),经常需要将某些信号的状态设置为“0”或“1”。因此,大部分长期从事PLC程序设计的人,一般均会在程序的起始位置,首先编入产生恒“0”与恒“1”的程序段,以便在程序中随时使用。
产生恒“0”与恒“1”的梯形图程序如图9-3.1所示。
“自保持”有“断开**”(也称“复位忧先”)与“启动**”(也称“置位**”)两种控制方式。其区别在于当“启动”、“断开”信号(或“置位”、“复位”信号)同时生效时,其输出状态将有所不同。
“断开**”的PLC梯形图程序如图9-3.2所示。
图9-3.2 (a)采用的是“自锁”的方法,图9-3.2 (b)采用的是“置位”、“复位”的方法。
图9-3.2中,IO.1为“启动”(“置位”)信号,当IO.1为“1”(常开触点闭合)时,输出QO.1为“l”;I0.2为“断开”(“复位”)信号,当I0.2为“l”(常闭触点断开)时,输出QO.1为“0”。如IO.1、I0.2同时为“1”,QO.1输出为“0”状态,故称为“断开**”或“复位**”。
“启动**”的PLC梯形图程序如图9-3.3所示。在正常情况下,它与图9-3.2的工作过程相同。但是,如IO.1、I0.2同时为“l”时,QO.1输出为“l”状态,故称为“启动**”或“置位**”。
3.边沿检测信号的生成
在许多PLC程序中,需要某些输入、输出信号的上升或下降的“边沿”信号,以实现特定的控制要求。实现信号边沿检测的典型程序有两种,本章9.2节所述的(参见图9-2.6)
图9-3.4所示的边沿检测程序的优点是在生成边沿脉冲的同时,还在内部产生了边沿检测状态“标志”信号MO.1,MO.1为“1”代表有边沿生成。
plc梯形图
边沿处理可以直接利用PLC的编程指令实现。如S7-200的指令“-|P|-”、“-|N|-”等。
4.二分频信号的生成
在PLC控制系统中,经常有需要利用一个按钮的反复使用,交替控制执行元件的通/断的要求,即在输出为“0”时,通过输入可以将输出变成“1”;而在输出为“l”时,通过输入可以将输出变成“0”。
这一控制要求的信号时序如图9-3.5 (b)所示,图中IO.1为输入控制信号(如按钮等),QO.I为执行元件(如指示灯等)。由于这种控制要求的输入信号动作频率是输出的2倍,故常称为“二分频”控制。
图9-3.5 (a)为“二分频”控制的PLC程序梯形图。程序可以分为“边沿”信号的生成(图中的Networkl、Network2)、“启动”/“断开”信号的生成(图中的Network3、Network4)、自保持程序(图中的Network5)三部分。
“边沿”信号的生成、自保持的程序编制与动作过程*与前述相同:“启动”/“断开”信号是由输入信号的边沿脉冲MO.O与现行输出元件的实际状态QO.1通过“与”运算后得到的。当现行输出QO.1为“0”时,产生“启动”脉冲信号M0.2,将输出QO.1的状态置“1”;当现行输出QO.1为“l”时,产生“断开”脉冲信号M0.3,将输出QO.1状态置“0”。
图9-3.5 (a)所示的“二分频”控制程序,动作清晰、理解容易,但占用了MO.O~M0.3共4个内部继电器,在控制要求复杂的设备上大量使用时,可能会导致内部继电器的不足。在这种场合,可以使用图9-3.6 (a)所示的“二分频”控制程序。
在图9-3.6 (a)中,一个“二分频”控制只占用了1个内部继电器,程序所占的容量也较小,
防爆电机在检修时有何特殊要求
1、防爆电机不得随意拆卸;拆卸检修时,不能用零件的防爆面作撬棒的支点,较不允许敲打或撞击防爆面。
2、拆卸电机时,应先取下风罩、风扇,再用套管板手拆卸端盖和轴承盖的螺栓,然后,用圆木或铜棒沿轴向撞击轴伸,使端盖和机座分开,较后取下转子。拆除零件,防爆面应朝上搁置,并用橡皮或布衬垫盖上,紧固螺栓,弹簧垫等注意不要丢失。
3、浸漆和组装时,应将防爆面附着的绝缘漆或脏物清洗干净,不得用铁片等硬物刮划,但可以用油石研磨不平整的地方。
4、若防爆面损伤,必须用铅锡焊料 HISnPb58-2 ,焊剂为 30% 浓度的(对钢制零件)或含锡 58~60% 的锡锌焊料,焊剂为氯化铵 30% ,氯化锌 70% ,加水 100~150% 混合溶液(对铸铁件)进行焊补,焊料与零件的结合要牢固,凸起部分要磨平,达到规定的光洁度。
5、为防止防爆面生锈,应在防爆面上涂抹机油或 204-1 置换型防锈油

PLC在装瓶厂注水机自动控制中的应用
我厂原瓶装生产线的注水机为早期牙发设计的产品,大部分功能由纯机械控制动作完成。电气控制部分主要是变频器输出控制主驱动电机和传统继电器组成的保护回路,自动化程度低机械控制动作缺点是速度慢,效率低,故障多,机械磨损大,且会造成部分产品的浪费。纯传统继电器组成的回路缺点是复杂,检查,处理故障,花时间,若想、扩展功能时线路改动大。在一次搬迁厂房中,我们利用重新安装设备的机会,对其进行改造。用PLC输出控制完成其原来的机械控制动作,用PLC内部中间继电器代替大部分传统继电器功能。
二、主要的自动控制过程
1、检测到有空瓶进入注水位置时,打开阀门注水,注水位置没瓶时关阀。
2、爆瓶时,向爆瓶位置冲水。
3、有注满汽水的瓶子到压盖机时放盖,没瓶子到时卡盖。
4、进瓶输送带上瓶子不足时,注水机慢速运转,挤满瓶子后,又转为高速。出瓶输送带堆满瓶子时慢速,走空后,又高速运转,爆棚时停机。
5、为了避免溢出汽水对机器的腐蚀,设置自动冲水功能,每隔一段时间自动冲一次水。
6、故障发生时,停机且故障指示灯亮,必须处理完毕后,按复位键确认,才能重新启动机器。
三、可编程控制器的选择
注水机的自动控制过程比较简单,输入,输出点不多,从经济的角度考虑,我们决定选择微型系列的PLC作为我们的可编程控制器。在同类产品中,我们觉得三菱公司PLC的移位语句(SFTL、SFTR)在注水机控制编程中特别有用,该语句功能与其它产品中的移位语句功能有所不同,它不是左移或右移后,空位补“0",而是根据信号状态补“0"或“1",很适合应用于注水机的自动控制中。故我们选择了三菱公司的FXON-60MR作为我们的控制器。主驱动电机仍由变频器输出控制。
用户友好的计数功能配以集成的计数器和高速计数器指令给用户开辟了新的应用领域。
丰富的指令集:
运算种类众多,便于编程:
基本操作,如二进制逻辑运算、结果赋值、存储、计数、产生时间、装载、传输、比较、移位、循环移位、产生补码、调用子程序(带局部变量)
通过信号板使用模拟或数字信号直接在 CPU 上扩展(保持 CPU 安装尺寸)
通过信号模块使用各种模拟量和数字量输入和输出信号扩展。
使用简便的功能,如脉冲宽度调制、脉冲序列功能、运算功能、浮点运算功能、PID 闭环控制、跳转功能、环路功能和代码转换
数学函数,例如 SIN、、TAN、LN、EXP
测试和诊断功能:
易于使用的功能支持测试和诊断,例如,在线/离线诊断。
在测试和诊断过程中“强制”输入和输出:
可不在循环周期内独立设置输入和输出,例如可以用户程序。
按照 PLCopen 对简单运动进行的运动控制。集成电源,可作为宽范围交流或直流电源(85 ~ 264 V AC 或 24 V DC)
集成的 24 V 编码器/负载电流源:
用于直接连接传感器和编码器。带有 400 mA 输出电流,它也可用作负载电源。
14 点集成 24 V 直流数字量输入(漏电流/源电流(IEC 1 型漏电流))。
编程
通过 STEP 7 Basic 编程软件包,所有 S7-1200 控制器和相关 I/O 可进行全面编程。
可通过下列部件进行扩展:
1 个信号板 (SB) 或通信板 (CB);不适用于6AG1215-1AG31-2XB0、6AG1215-1BG31-2XB0、6AG1215-1HG31-2XB0
8 信号模快 (SM)
*多 3 个通信模块 (CM)
式中 f--三相定子绕组中电流的频率;p——三相异步电动机的磁较对数。
一个三相对称绕组流过三相对称电流时,它所产生的合成磁势一定是一个圆形旋转磁势。这个概念可以进一步用图1来解释。图1中U1U2、V1V2、W1W2是定子上的三相绕组,它们在空间互相间隔120°电角度。三相电流的变化曲线如图2所示。
在图1中设:A、B、C三相电流分别流入U、V、W三相绕组,正值电流是从绕组的首端流入(用⊕来表示流入)而从尾端流出(用⊙来表示流出),负值电流则从绕组的尾端流入而从首端流出。
(a) =0时;(b)=120°时;(c)=240°时;(d)=360°时。
在图9-14中,当=0时,A相电流具有正的较大值,相应地在图1(a)中A相电流是从U相绕组的首端U1点流入,而从尾端U2点流出,此时B相及C相电流均为负值,所以电流IB和IC分别从V相绕组及W相绕组的尾端V2和W2流人,而从首端V1和W1流出。从图1(a)中电流的分布情况可以清楚地看到:合成磁势的轴线正好与U相绕组的中心线相重合。
在图2中,当=120°时,B相电流达到正的较大值,A相及C相电流则为负值,因此相应地在图1(b)中上相电流是从V相绕组的首端V1点流入,而从尾端V2点流出,A相及C电流分别从它们的尾端U2及W2点流入,而从首端Ul及W1点流出,此时合成磁势的轴线便与V相绕组的中心线相重合。
根据同样的方法可以解释图1(c),当=240°时,C相电流有较大值,合成磁势的轴线便与W相绕组的中心线相重合。分析图1(a)、(b)、(c)3个图形中磁势的位置,可以明显地看出:合成磁势是一个旋转磁势。旋转磁势的轴线总是与电流达到较大值的那一相绕组的中心线相重合。
如果三相绕组流过的是正序电流,则A相电流首先达到较大值,而后依次是B相及C相电流达到较大值,则合成磁势的轴线首先与U相绕组的中心线相重合,而后再依次同V相绕组和W相绕组中心线相重合。所以合成磁势的旋转方向是从U相到V相、再从V相到W相。也就是说:旋转磁势的转向总是从**前电流的相转向滞后电流的相。
如果三相绕组流过的是负序电流,则A相电流首先达到较大值,而后依次是C相及B相电流达到较大值,所以合成磁势的轴线首先与U相绕组的中心线相重合,而后再依次同W相绕组和V相绕组中心线相重合。合成磁势的旋转方向是从U相到W相,再从W相到V相。
可见:要改变旋转磁势的转向,只要改变通入电流的相序。也就是说,只要把三相绕组中的任何两个出线端的位置对换就可以了。
综上所述,三相绕组合成磁势具有以下性质:
(1)三相合成磁势在任何瞬间保持着恒定的振幅,它是单相脉振磁势振幅的1.5倍;
(2)三相绕组合成磁势的转速仅决定于电流的频率和电机的较对数;
(3)当某相电流达到较大值时,合成磁势波的波幅就与该相绕组的轴线重合;
(4)合成磁势的旋转方向决定于电流的相序。
产品推荐

















