-

浔之漫智控技术(上海)有限公司
主营:西门子DP电缆代理商

浔之漫智控技术(上海)有限公司
主营:西门子DP电缆代理商 7
7

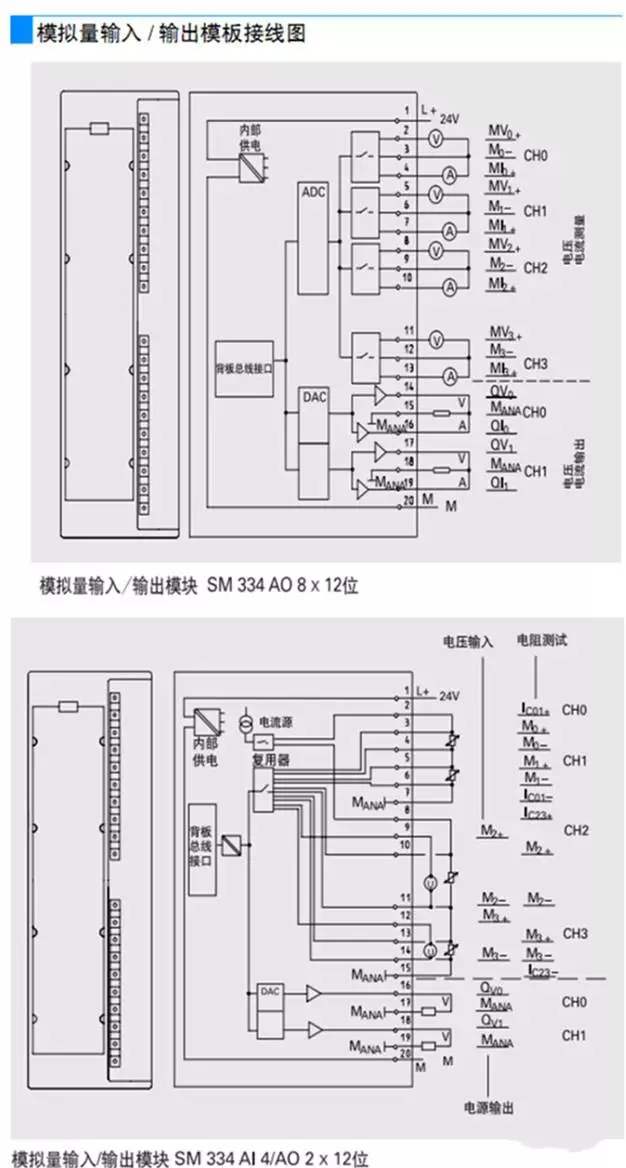
西门子6ES7317-2EK14-0AB0接线图形
1)X0、X1、X2选择开关状态,选110。
2)按下启动按钮X3(132行),M2、M6、M5、M9闭合,M2自锁。
3)(215行)X1、X2、M5闭合,经T3、T21、T26、Y13输出,5#皮带启动。经T3延时3s后,如5#皮带运行信号X0A闭合,则启动继续进行,否则Y13输出断开,启动失败。
4)如5#皮带运行信号X0A正常,则(215行)回路经Y13,X0A自锁,经过T1310s延时后,M32和M82闭合,启动继续进行。
5)M32闭合使得M2(2#皮带启动)闭合,但是2#皮带控制回路(172行)未选中,不起作用。M82闭合使得M8闭合,在267行,X0闭合,M8闭合,经由T6、T25使Y16接通输出,发出7#皮带启动信号。
6)经过T63s延时检测,如果7#皮带不能正常启动,X0D信号未返回,则Y16输出回路不能自锁,Y16输出断开,经由T6触点T16启动延时启动,10s后,经由T16、X0D触点使T267#皮带停车延时接通,延时15s后,使(215行)Y135#皮带输出断开停车,启动终止。
7)经过T63s延时检测,如果7#皮带正常启动,X0D信号返回闭合,则Y16输出回路自锁,经由T6触点T16启动延时启动,10s后,经由T16、X0D触点使M7闭合,6#皮带启动。
8)在(267行),X0、M7闭合,经由T5、T30触点使Y17接通输出,发出6#挖料机启动信号。经过T53s延时检测,如果6#挖料机不能正常启动,X0C信号未返回,则Y17输出回路不能自锁,Y17输出断开,经由T5触点T15启动延时启动,10s后,经由T15、X0C触点使T256#皮带停车延时接通,延时15s后,使下一行的Y167#皮带输出断开停车,7#皮带再推动5#皮带停车,启动终止。
9)经过T53s延时检测,如果6#挖料机正常启动,X0C信号返回闭合,则Y17输出回路自锁,设备全部启动完成。
10)正常停车时,按下停车按钮X4,M60断开,经由M60触点T30延时接通,15s后,在(267行),Y17输出断开,6#皮带停车。X0C断开,经由T15、X0C触点T25停车延时接通,15s后在下一行T25触点断开Y16,7#皮带输出断开停车,7#皮带再以同样方式推动5#皮带停车,正常停车结束。
其他路径的启动/停车与此原理一样,在此不一一说明。0—102行是将选择开关与各设备的运行状态存D寄存器(0—102行图在此省略),以便VB程序调用。
5.结语
采用PLC来控制3段皮带输送机后,使原控制电路的复杂连线和时间继电器等元件在其内部进行软连接,大大提高设备的性,有效地减少故障率。该皮带机技改后投用一年多来,只有主电路出现过问题,控制回路没有出现任何问题,有效地减少了设备维修时间,使生产有序进行,良好的经济效益。一年多的使用情况说明该项技改成功。
这是PLC广泛的应用领域,它取代传统的继电器控制,按照逻辑条件进行顺序动作,按照逻辑关系进行互锁保护动作的控制。PLC应用于单机控制、多机制、自动生产线控制等。
开关量逻辑控制
这是PLC广泛的应用领域,它取代传统的继电器控制,按照逻辑条件进行顺序动作,按照逻辑关系进行互锁保护动作的控制。PLC应用于单机控制、多机制、自动生产线控制等。
运动控制
主要指对工作对象的位置、速度及加速度所做的控制。可以是单坐标,即控制对象做直线运动;也可是多坐标的,控制对象做平面、立体,以及角度变换等运动。有时,还可控制多个对象,而这些对象间的运动可能还要有协调。这对于提高控制精度、响应速度和能源利用率有着重要意义。
过程控制
PLC已广泛地应用于连续过程控制领域。过程控制是对电流、电压、温度、压力等模拟量的闭环控制。过程控制的目的就是根据有关模拟量的当前与历史的输入状况,产生所要求的开关量或模拟量输出,使系统工作参数能按一定要求工作。这是连续生产过程常用的控制。
数据处理
信息控制也称数据处理,是指数据采集、存储、检索、变换、传输及数表处理等。随着技术的发展,PLC不仅可用于系统的工作控制,还可用于系统的信息控制。
通信与联网
依靠的工业网络技术可以有效地收集、传送生产和管理数据。PLC具有通信联网的功能,它使PLC与PLC之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体。工厂自动化网络发展很快,各PLC厂商都十分重视PLC的通信功能,纷纷推出各自的网络系统。有的企业将不同厂商的PLC设备连接到单层或多层网络上,相互之间进行数据通信,实现分散控制和集中管理,从而实现全车间甚至全厂的综合自动化。
完成STEP 7-microwin32软件的安装和参数设计后,则可以建立与SIMATIC S7-200 CPU的在线联系,步骤如下:
(1)在STEP 7-Micro/WIN 32下,单击通信图标,或从菜单中选择View中选择选项Communications,则会出现一个通信建立结果对话框,显示是否连接了CPU主机。
(2)双击通信建立对话框中的刷新图标,STEP 7-Micro/WIN 32将检查所连接的所有S7-200 CPU站,并为每个站建立一个CPU图标。
(3)双击要进行通信的站,在通信建立对话框中可以显示所选站的通信参数。
如果建立了计算机和PLC的在线联系,就可利用软件检查、设置和修改PLC的通信参数。步骤如下:
(1)单击引导条中的系统块图标,或从主菜单中选择View菜单中的System Block选项,将出现系统块对话框。
(2)单击Port(s)选项卡。检查各参数,认为无误单击OK确认。如果需要修改某些参数,可以行有关的修改,然后单击Apply按钮,再单击OK确认后退出。
(3)单击工具条中的下装图标,即可把修改后的参数下装到PLC主机。
新设计开发的成品油自动发货系统不采用现成产品发油控制装置或系统,而采用工程化的技术路线,实现一个有自己特点的个性化的自动控制系统。
(2)运行环境
监控工作站:Win2000Professional;
业务工作站:Win2000Server
(3)软件功能
报表查询管理功能,该软件的功能能满足用户提出的要求,能对发油的数据管理、查询、制表。能在网络的客户端运行CONTROLENGINEERINGChina版权所有,访问现场的发油情况以及现场各个设备的当前工作状态,鹤位的状态,发油历史数据信息、汇总等功能。这就实现了办公室层对现场作业的一个监视、实时管理。
4.几个控制功能
a.流速控制
对于鹤管和加油要求保持一定的流量(流速)范围,以保加油作业的和效率。由于下列情况可能造成发油流量的变化:(1)大罐液位的高低不同;(2)管线长短不同;(3)同种油品同时发油车位多少不同;(4)使用鹤管和加油
不同。采用变频调速器和流量计通过软件实现流速的闭环调节。根据流量计的流速信号调节管道泵的转速CONTROLENGINEERINGChina版权所有,从而调节发油流速。
b.定量控制
使用变频器和电液阀配合,可在发油结束前的定量关闭过程中提前关闭电液阀,同时降低管道泵的转速以减小流量。当达到定量数量(有一微小的提前量)时快速关断电液阀并停泵,实现1~2L的定量控制。
c.车位自动分配
领油用户在业务工作站进行预约。油库工作人员依次将前来领油用户的预约信息输入业务工作站。当一个用户的预约被接受时,打印机自动为该用户打印预约单。该用户持预约单将油槽车驶入付油区车位排队等待。
五结论
由山东滨化集团设计院立设计开发的基于PLC和组态软件的自动发货控制系统,充分利用了PLC抗干扰能力强,适用于工业现场的特点,又利用了组态软件强大的数据处理和图形表现的能力,具有性高、操作简单、维护等特点。目前该系统已经成功运行3年,到目前已累计发送600多万吨成品油,效果良好,对自动发货控制系统的运行效率乃至整个油品发货装置具有重要意义,同时大提高了自动化水平,降低了工人的劳动强度。
建议有志于进
行此类研究的**,在该项目的基础上,充分利用当今网络技术和PLC软件的丰富功能,进入到ERP系统的应用中


新设计开发的成品油自动发货系统不采用现成产品发油控制装置或系统,而采用工程化的技术路线,实现一个有自己特点的个性化的自动控制系统。
c.定量控制系统
发油控制系统由控制柜、现场控制设备和现场工艺设备组成。采用以西门子PCS7系列PLC作为控制系统的。
系统控制柜:1面;变频调速柜:5面。
功能:鹤管发油自动定量控制;油每200L自动暂停/启动功能;启停与阀的开关的智能化控制:如实现电液阀的开度调节、泵-阀的时序控制;现场发油的人工干预;现场的操作提示和实时流量显示;实现静电接地的信号联锁不可忽视鹤管在位联锁保护:控制系统确保在鹤管大于一定倾角时拒绝发油,以防误发油;控制系统对通道的人工干预、系统运行状态和故障的指示;实现离线自动定量发油:在上位监控工作站和业务工作站故障的情况下,或者在紧急情况下,以控制柜为的发油控制系统可实现预约的离线自动定量发油。
d.现场控制设备
现场控制检测设备有:电液阀、质量流量计,操作终端、悬挂式大屏幕显示器(可选)、鹤管在位开关、静电接地、紧停按钮。
(1)用电液阀作为鹤管付油控制开关阀门。
(2)用质量流量计(0.2级)作为汽车发油流量计。
(3)汽车付油现场使用LCD献出操作终端,用于完成用户身份识别、定量输入、流量显示、启停操作、状态指示并带有操作回音功能。
(4)每个车位设双面LCD大屏幕显示器,为用户提供直观的付油过程数据和操作状态。
(5)每个车位安装接地一体化检测装置,作为发油静电接地保护联锁信号。
(6)每个鹤管安装鹤管防溢油传感器,作为油槽车液位保护联锁信号。
(7)每个付油平台安装一只紧停按钮开关,作为危险情况时实施紧停操作手段。
(8)每条主管线设温度变送器检测油品温度。
(9)每个鹤管安装鹤管在位开关,作为发油联锁保护信号。
e.软件环境
(1)开发工具
西门子PLCstep7编程组态软件和西门子WinCC系统软件